
精密金属零件应该采用哪种工艺制造?

我们生产的不锈钢精密零件用于日本道路除雪系统
2022年4月4日
2022年1-3月天辉机械总结及下季度展望
2022年4月11日
很多客户都会有这样的疑问,手上的精密金属零件应该用哪种工艺生产制作?哪家工厂是合适的精密金属零件加工厂?
我们工厂有接近20余年的定制类精密金属零件的生产制作经验,在我们工厂,我们将精密金属零件的加工方式总共分为以下七个大类:
- 机加工,用棒料或板料
- 铸造+机加工
- 锻造+机加工
- 型材挤压+机加工
- 钣金
- 切割
- 3D打印
机加工
机加工,也称机械加工或CNC加工,是指通过机械设备对工件的外形尺寸进行改变的加工过程,常见的机械加工类型有车削、铣削、钻削、刨削、磨削等。
在机械加工行业内,机加工的通常是狭义的含义,是指仅仅使用市场上能够买到的标准棒料或板料,然后进行机械加工。
它的优势在于:
- 机械加工不需要开模,且自由度高;
- 精度非常高,有利于提高工件质量;
- 加工的效率高,有利于提高产量;
- 采用数控操作和机器人操作,可减少生产工人,节约生产成本;
- 采用自动检测及监控装置,有利于提高工件的稳定性。

铸造+机加工
铸造是人类最早知道的金属成型方法之一。它一般是将熔融金属倒入耐火模具型腔中,将其凝固成型。待凝固后,将所需的成品从模具中取出, 这个过程被称之为铸造。
经过多年的发展, 如今的铸造被细分为砂型铸造、熔模铸造、离心铸造、金属型铸造、挤压铸造、消失模铸造等。
我们工厂非常擅长使用铸造精密加工这一方式生产金属零件,尤为擅长不锈钢失蜡铸造和覆膜砂铸造。

砂型铸造
砂型铸造由称为翻砂铸造,通常用于生产铸铁精密加工零件。目前,随着国内砂型铸造能力的提升,特别是覆膜砂铸造工艺提升,钢,合金钢,不锈钢零件也开始使用砂型铸造工艺生产。
优势:
适合于制成形状复杂,特别是具有复杂内腔的毛坯;
适应性广,成本低;
对于某些塑性很差的材料,如铸铁等,砂型铸造是制造其零件或,毛坯的唯一的成形工艺。
熔模铸造
熔模铸造又称为失蜡铸造,有两大主要生产工艺,硅溶胶铸造和水玻璃铸造,常用于生产不锈钢,合金钢精密加工零件
熔模铸造是指在易熔材料制成模样,在模样表面包覆若干层耐火材料制成型壳,再将模样熔化排出型壳,从而获得无分型面的铸型,经高温焙烧后即可填砂浇注的铸造方案。 适用于生产形状复杂、精度要求高、或很难进行其它加工的小型零件,如涡轮发动机的叶片等。
优势:
尺寸精度和几何精度高
表面粗糙度高;
能够铸造外型复杂的铸件,且铸造的合金不受限制。
离心铸造
是将金属液浇入旋转的铸型中,在离心力作用下填充铸型而凝固成形的一种铸造方法。离心铸造最早用于生产铸管,国内外在冶金、矿山、交通、排灌机械、航空、国防、汽车等行业中均采用离心铸造工艺,来生产钢、铁及非铁碳合金铸件。其中尤以离心铸铁管、内燃机缸套和轴套等铸件的生产最为普遍。
优势:
几乎不存在浇注系统和冒口系统的金属消耗,提高工艺出品率;
生产中空铸件时可不用型芯,故在生产长管形铸件时可大幅度地改善金属充型能力,降低铸件壁厚对长度或直径的比值,简化套筒和管类铸件的生产过程;
铸件致密度高,气孔、夹渣等缺陷少,力学性能高;
便于制造筒、套类复合金属铸件,如钢背铜套、双金属轧辊等;成形铸件时,可借离心运动提高金属的充型能力,故可生产薄壁铸件。
重力铸造
重力铸造是指一切利用地球重力进行铸造的工艺,液态金属在重力作用下充填金属铸型并在型中冷却凝固而获得铸件的一种成型方法。与压力铸造相区别。
国内重力铸造一般仅指铝合金重力铸造。
优点在于:
铝铸件内部气孔少,可进行热处理。
模具成本较低,模具使用寿命长。
工艺简单,适合大批量作业。
可使用低流动性特种铝合金。
材料的使用范围广。
消失模铸造(又称实型铸造)
是将与铸件尺寸形状相似的石蜡或泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件的新型铸造方法。适合成产结构复杂的各种大小较精密铸件,合金种类不限,生产批量不限。如灰铸铁发动机箱体、高锰钢弯管等。
优势:
铸件精度高,无砂芯,减少了加工时间;
无分型面,设计灵活,自由度高;
清洁生产,无污染;
降低投资和生产成本。
锻打+机加工

近年来,随着铸改锻的开展,锻打越来越多的应用在精密零件生产中。我们工厂也生产了很多锻打精密加工产品
锻打是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法。
通过锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,同时由于保存了完整的金属流线,锻件的机械性能一般优于同样材料的铸件。
按照锻造温度,可以将锻造技术分为热锻、温锻和冷锻。
钢的开始再结晶温度约727℃,但普遍采用800℃作为划分线,高于800℃的是热锻;在300~800℃之间称为温锻或半热锻,在室温下进行锻造的称为冷锻。用于大多数行业的锻件都是热锻;温锻和冷锻主要用于汽车、通用机械等零件的锻造,温锻和冷锻可以有效的节材。
锻造用料主要是各种成分的碳素钢和合金钢,其次是铝、镁、铜、钛等及其合金,铁基高温合金,镍基高温合金,钴基高温合金的变形合金也采用锻造或轧制方式完成,只是这些合金由于其塑性区相对较窄,所以锻造难度会相对较大,不同材料的加热温度,开锻温度与终锻温度都有严格的要求。
挤压型材+机加工
金属挤压加工是利用金属塑性成形原理进行压力加工的一种重要方法,通过挤压将金属锭坯一次加工成管、棒、T型、L型等型材。金属挤压机是实现金属挤压加工的最主要设备。
挤压加工特点是处于强烈的三向压应力状态,这有利于提高金属的塑性变形能力,提高制品的质量,改善制品内部微观组织和性能。除此以外,挤压加工还具有应用范围广,生产灵活性大,工艺流程简单和设备投资少的特点。应用挤压加工工艺最多的材料是低熔点的有色合金,如铝及铝合金。
切割+机加工
金属加工的第一步是切割,把原材料简单截断或者按形状分离而得到毛坯。常见的金属切割方法有:砂轮切割、锯切割、火焰切割、等离子切割、激光切割和水刀切割。
砂轮切割
采用高速旋转的砂轮片切割钢材。是比较普遍的切割方法。砂轮切割机使用起来,轻巧灵活,简单便捷,在各种场合得到广泛使用,尤其是在建筑工地上和室内装修中使用的比较多。主要用来对一些小直径尺寸的方管、圆管、异型管等进行切断加工。
锯切割
用锯条将工件或材料切出狭槽而进行分割的方法称为锯切。锯切通过金属带锯床实施。将材料截断是金属加工最基本的需求,因此锯床是机加行业的标配。锯床使用过程需要根据材料的硬度来选择合适的锯条,并调整最佳锯切速度。
火焰切割(气割)
火焰切割的过程是通过氧气和炽热钢铁产生的化学反应来加热金属,并使其变软最后融化。加热气体多用乙炔或天然气。
火焰切割只能切割碳板,对其他类型的金属,如不锈钢或铜铝料,并不适用。
火焰切割的优点是成本低,最大切割厚度能达到两米。缺点是热影响区与热变形比较大,断面粗糙且多有挂渣。考虑到后续的加工,应多放余量。
等离子切割
等离子切割方法发明于20世纪50年代,是利用高温等离子电弧的热量使工件切口处的金属局部熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。
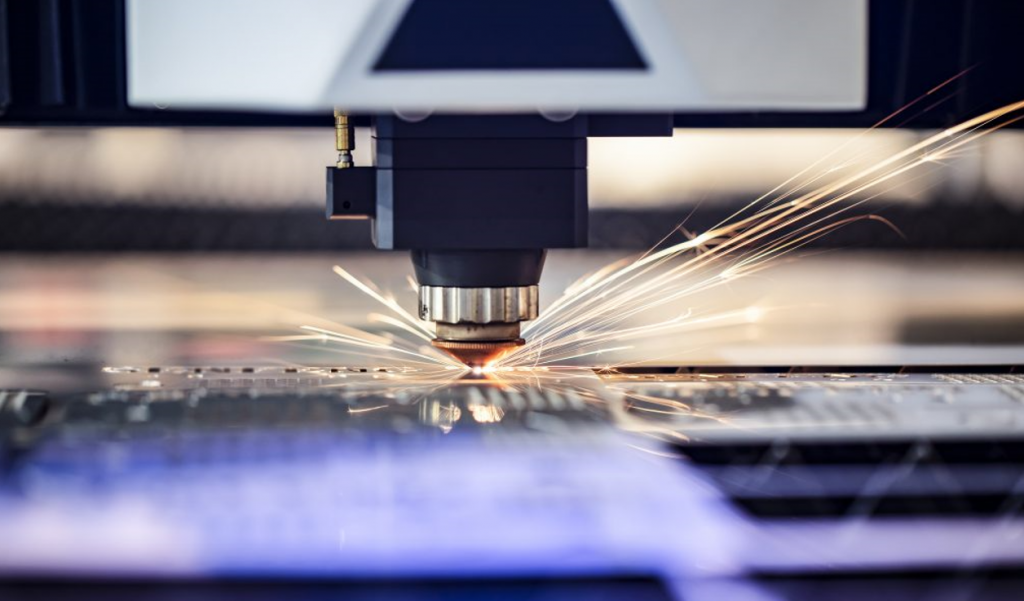
激光切割
激光切割是使用高能量的激光束来加热、局部熔化、汽化金属,完成对材料的切割,通常用于薄钢板(<30mm)高效精密切割。
激光的切割质量非常优异,不但切割速度快,尺寸精度也很高(可达±0.05mm),而且由于激光束是作用于一个极小的区域,热影响区很小,工件几乎不变形。
水刀切割
水刀切割是利用高压水流来切割金属的一种加工方法。随着技术不断改进,也在高压水中混入石榴砂、金刚砂等磨料辅助切割,来提高切割速度和切割厚度(能达200mm)。水刀切割的精度能达±0.4mm或更高。
钣金
钣金是针对金属薄板(通常在6mm以下)一种综合冷加工工艺,包括剪、冲/切/复合、折、铆接、拼接、成型(如汽车车身)等。其显著的特征就是同一零件厚度一致。钣金的表面处理主要是二大方式:喷塑(喷粉)和喷油。大件通常用喷塑,小件可以用喷油。
钣金加工切割技术具有高速度,高精度和高适应性,割缝细,热影响区小(变形小),切割端面质量好,切割无噪音,焊缝区组和性能与母材接近等优点;而且加工只需简单夹具,无需模具,可代替采用复杂模具冲切的加工方法,能够大大缩短生产周期,降低生产成本。
3D打印
目前,金属3D打印都采用SLS技术,即都需要借助激光将物质固化为整体。不同的是,SLS 工艺使用的是红外激光束,材料则由是金属或其复合物的粉末。先将一层很薄(亚毫米级)的原料粉末铺在工作台上,接着在电脑控制下的激光束通过3D扫描器以一定的速度和能量密度,按分层面的二维数据扫描。激光扫描过的粉末就烧结成一定厚度的实体片层,未扫描的地方仍然保持松散的粉末状。
1)精度高。目前金属3D打印设备的精度基本都可控制在0.05mm以下。
2)周期短。金属3D打印无须模具的制作过程,使得模型的生产时间大大缩短,一般几个小时甚至几十分钟就可以完成一个模型的打印。
3)可实现个性化。金属3D打印对于打印的模型数量毫无限制,不管一个还是多个都可以以相同的成本制作出来。
4)材料的多样性。一个金属3D打印系统往往可以实现不同材料的打印,而这种材料的多样性可以满足不同领域的需要。
5)成本相对较低。虽然现在金属3D打印系统和3D打印的金属材料比较贵,但如果用来制作个性化产品,其制作成本相对就比较低了。
总结
通过以上的介绍, 我们知道各个工艺都有它们自己的独特优势, 最终选择何种工艺还是要根据产品的应用, 所需要的性能, 订单的数量,精度要求以及成本预算来确认。
天辉机械拥有非常丰富的精密金属零件生产经验,熟悉各类金属零部件的生产工艺,能够根据产品的形状、尺寸精度、使用要求选择最合适的生产工艺,能够满足客户的需求,欢迎广大客户联系我们。


