
对精密加工铝部件进行阳极氧化处理可以成为增强部件机械性能或改善其美观性的有效方式
精密加工铝产品进行阳极氧化的好处

2023年天辉展望–成为一家同时具有硅溶胶铸造工厂,覆膜砂铸造工厂和精密机械加工工厂的集团化公司
2022年9月30日
消失模铸造能不能做高端精密不锈钢铸件,以前不行,现在可以做了
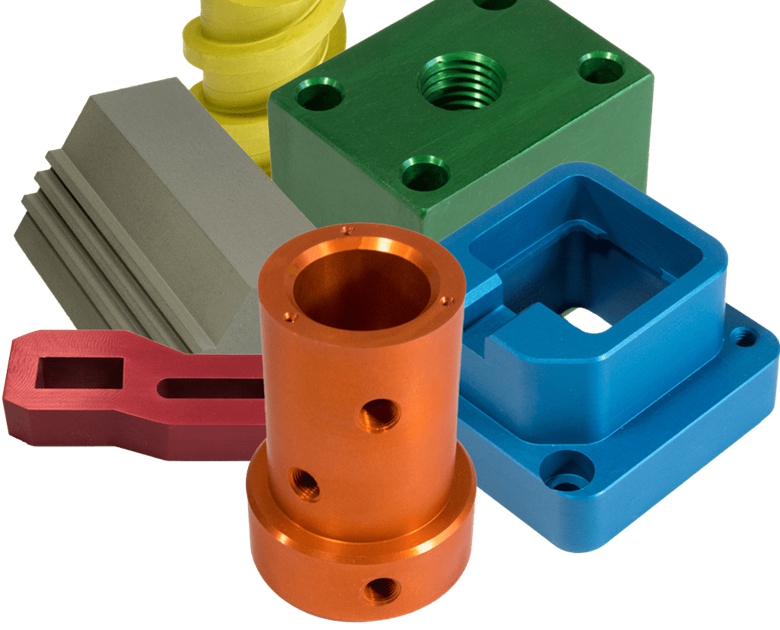
2022年10月28日为什么你可能想要对铝进行阳极氧化?
考虑对铝部件进行阳极氧化处理有几个很好的理由。对铝进行阳极氧化时,会产生一层氧化物,并在铝表面形成一层。该层非常薄,甚至不会对精密加工零件的尺寸产生实质性影响。因为氧化层比铝更硬,它可以保护下面的金属,使其耐刮擦并增加耐腐蚀性。
氧化层也比铝表面更粗糙,因此可以对阳极氧化铝进行涂漆或染色。事实上,您可以为阳极氧化铝部件添加任何您喜欢的颜色。着色是通过在阳极氧化过程中使用染料或在之后进行涂漆来完成的。
阳极氧化铝零件的好处
阳极氧化铝部件在美学和部件本身的力学方面提供了许多好处。
在视觉方面,效果非常令人印象深刻,并且完成是永久性的。它是耐磨的,所以它永远不会刮伤或褪色,也永远不需要修饰。另外,它是环保的。
在机械方面,阳极氧化工艺使零件表面非常耐用。氧化物极其坚硬,可提供出色的磨损和腐蚀保护。隔热性能也很出色。
总体而言,该工艺使精密加工零件看起来更好、更耐用。
如何做铝阳极氧化
铝是一种相对活跃的金属,其标准电位为-1.66v。它可以在空气中自然形成一层厚度约为0.01至0.1微米的氧化膜。这种氧化膜是无定形的,薄而多孔,耐腐蚀性差。然而,如果将铝及其合金置于合适的电解质中,以铝制品为阳极,在外加电流的作用下,表面形成一层氧化膜。这种方法被称为阳极氧化。
通过选择不同类型和浓度的电解质以及控制氧化过程中的工艺条件,可以获得不同性能的阳极氧化膜,其厚度约为几十到几百微米,等等,都得到了明显的改善和提高。铝及铝合金阳极氧化所用的电解液一般为中等溶解度的酸性溶液,以铅或铝为阴极,只起导电作用。当铝及其合金被阳极氧化时,在阳极会发生以下反应。
2Al —> 6e- + 2Al3+
下列反应在阴极发生。
6H2O +6e–> 3H2 + 6OH-
同时,酸以化学方式溶解铝和所产生的氧化膜,反应为。
2Al + 6H+ —> 2Al3+ +3H2
Al2O3 + 6H+ —> 2Al3+ + 3H2O
氧化膜的生长过程是连续形成和连续溶解氧化膜的过程。
第一段a(曲线ab段):无孔层形成。在通电之初的几秒到几十秒内,铝的表面立即形成一层具有高绝缘性能的致密氧化膜,厚度约为0.01-0.1微米,这是一个连续的无孔薄膜层,称为 作为无孔层或障碍层,这层薄膜的出现阻止了电流的通过和膜层的继续增厚。无孔层的厚度与形成电压成正比,与氧化膜在电解质中的溶解率成反比。因此,曲线ab段的电压显示出从零到最大值的急剧增加。
第二段b(曲线段bc):多孔层的形成。随着氧化膜的形成,电解液对薄膜的溶解作用开始。由于形成的氧化膜不均匀,在膜的最薄部分会先溶解出孔洞,电解液可以通过这些孔洞到达铝的新鲜表面,电化学反应可以继续,电阻降低,电压随之下降(最高值的10-15%),膜上出现多孔层。
第三段c(曲线cd段):多孔层变厚。在阳极氧化约20s后,电压进入一个相对稳定和缓慢上升的阶段。这说明在无孔层不断溶解形成多孔层的同时,新的无孔层又在不断生长,也就是说,氧化膜中无孔层的形成速度和溶解速度基本达到了平衡,所以无孔层的 厚度不再增加,电压变化很小。但是,孔底的氧化膜的形成和溶解并没有在这个时候停止,它们还在继续,结果,孔底逐渐向金属基体内部移动。随着氧化时间的延续,孔洞加深形成孔隙,带有孔隙的膜层逐渐变厚。当成膜率和溶解率达到动态平衡时,即使延长氧化时间,氧化膜的厚度也不会增加,这时应停止阳极氧化工艺。阳极氧化的特征曲线和氧化膜的生长过程如下图所示。在稀硫酸电解液中用直流电和交流电对铝及其合金进行阳极氧化,可获得无色透明的氧化膜,其厚度为5-20微米,吸附性好。
硫酸阳极氧化工艺简单,溶液稳定,操作方便,允许的杂质含量范围广,电耗低,成本低,几乎适用于铝及各种铝合金的加工,所以在我国得到了广泛的应用。
总结
天辉机械能为客户生产高精度的铝合金精密加工零件,欢迎广大客户联系我们


