关于表面粗糙度和表面光洁度

管理者应该每天花点时间去机加工车间走一走
2022年4月21日
铝合金阳极氧化以及常见问题
2022年5月18日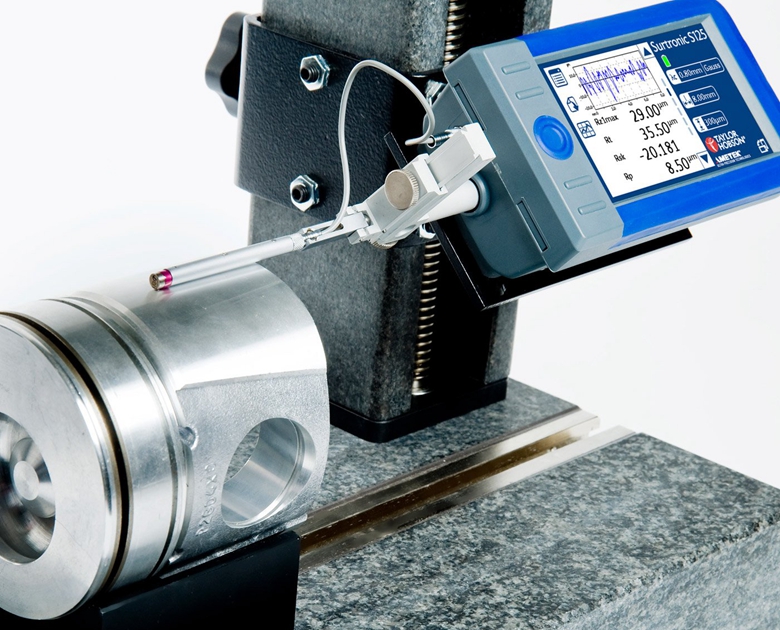
表面粗糙度和表面光洁度是我们这样的金属零件从业人员每天都会接触的指标,这是一个重要的指标,决定着零件应该采用哪种工艺,是采用车削还是进一步的磨削,或者仅仅是用铸造或锻打表面既可以?
表面粗糙度或光洁度指标有:
Ra-平均粗糙度
Rz-平均凹凸高度
RMS-均方根粗糙度
Ra, Rz, RMS 表面粗糙度指标转换
像我们这类经常需要为国外客户生产零件的工厂,经常需要转换图纸上的表面粗糙度指标。比如美国客户的图纸,一般都是使用美标的Ra, 但是这个单位是微英寸,而不是我们国内使用的单位微米。或者图纸上使用的是RMS。
我们在看这类图纸时,一般会采用一个非常简单的换算方式,可以快速的算出对应的Ra指标, 这个简单的计算公式是:
Ra( 美国标准) ➗ 40 =Ra(中国标准)
RMS ➗ 44=Ra (中国标准)
| Ra(中国标准) | Ra(美国标准) | RMS | RZ |
| 单位(微米) | 单位(微英寸) | 单位(微英寸) | 单位(微米) |
| 50 | 2000 | 2200 | 200 |
| 25 | 1000 | 1100 | 100 |
| 12.5 | 500 | 550 | 50 |
| 8.0 | 320 | 352 | |
| 6.3 | 250 | 275 | 25.0 |
| 5.0 | 200 | 220 | |
| 4.0 | 160 | 176 | |
| 3.2 | 125 | 138 | 12.5 |
| 2.5 | 100 | 110 | |
| 1.6 | 63 | 69 | 6.3 |
| 1.3 | 50 | 55 | |
| 1.0 | 40 | 44 | |
| 0.8 | 32 | 35 | 6.3 |
| 0.6 | 25 | 28 | |
| 0.5 | 20 | 22 | |
| 0.4 | 16 | 17.6 | 3.2 |
| 0.2 | 12.5 | 13.8 | 1.6 |
| 10.0 | 11.0 | ||
| 8.0 | 8.8 | ||
| 0.1 | 4.0 | 4.4 | 0.8 |
Ra, Rz, RMS表面粗糙度各指标的含义
Ra–平均粗糙度,也称为中心线平均值,是在一个表面上测量的所有表面高度的算术平均值。它是迄今为止最常用的表面粗糙度指标。但是,请记住,不同的表面粗糙度轮廓可以具有相同的 Ra,但性能不同。因此,您可能需要确定更多的表面粗糙度参数来区分这些差异。
不平整度的平均高度(或平均粗糙度 Rz)通过计算五个采样长度内五个最大“峰谷”差异的平均值来评估表面粗糙度。它是欧洲和亚洲更常用的指标。
RMS– 粗糙度: 测量表面所有峰谷的均方根。因为 RMS 粗糙度指标比 Rz 粗糙度使用更多的点,所以它比 Rz 更准确。如果您不想计算 Ra,这通常是一个不错的选择。
如何测量表面粗糙度
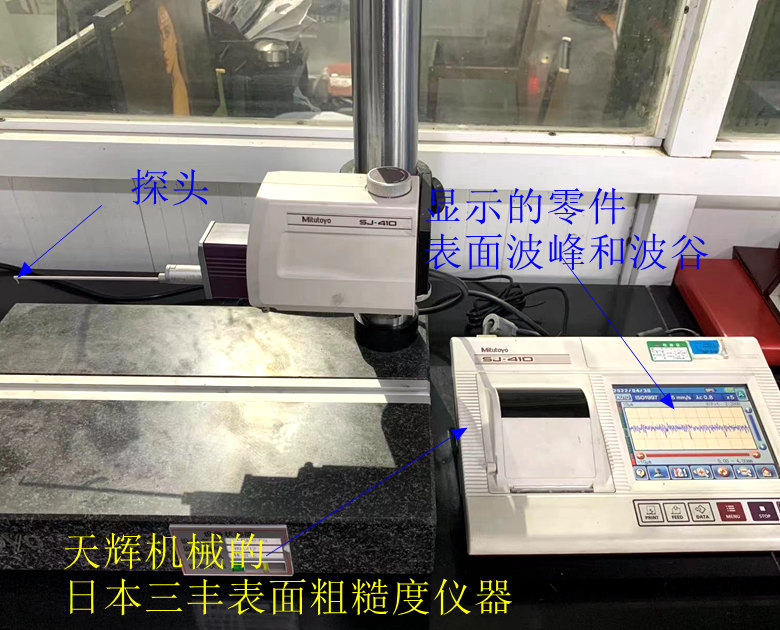
在微观上,机加工零件表面凹凸不平,你可以想象成零件表面具有无数个山峰和山谷,要测量该零件的表面粗糙度,你必须沿零件长度测量粗糙度峰值的高度。用于测量表面粗糙度的质量控制设备有几种,但一流的机加工车间通常使用表面粗糙度计。
表面粗糙度仪的特点是触针(或高分辨率探头)以恒定速度沿垂直于零件的方向在目标表面上移动。通过特殊的电气系统,仪表获得(并放大)电信号以产生更大的垂直放大率。然后通过一系列计算,显示出表面粗糙度数值。